

全国热线电话
137 6449 5555

137 6449 5555

上海特硕包装制品有限公司
手机: 189 1886 0183
座机:021-59740760
邮箱:13764495555@163.com
网址:www.teshuobz.cn
地址:上海市青浦区外青松公路2599弄18号
三、阳模(凸模)和阴模(凹模)成型 对于真空吸塑盒,大型吸塑,ABS吸塑外壳的成型,受热的材料仅有一面与成型工具相接触。这样,材料与模具相接的面就具有与成型模具完全相同表面轮廓。而成型制件的未接触面的轮廓和尺寸就只有取决于材料的厚度。根据成型材料与成型模具的接触面的不同,成型过程可分为阳模和阴模成型。
真空吸塑阳模成型工艺过程如(图2-4)所示。 本法对于制造壁厚和深度较大的制品比较有利。 制品的主要特点是:与真空阴模成型法一样,模腔壁贴合的一面质量较高,结构上也比较鲜明细致。壁厚的较大部位在阳模的顶部,而zui薄部位在阳模侧面与底面的交界区,该部位也是然后成型的部位,制品侧面常会出现牵伸和冷却的条纹,造成条纹的原因在于片材各部分贴合模面的时候有先后之分。先与模面接触的部分先被模具冷却,而在后继的相关过程中,其牵伸行为较未冷却的部位弱。这种条纹通常在接近模面顶部的侧面处较高。

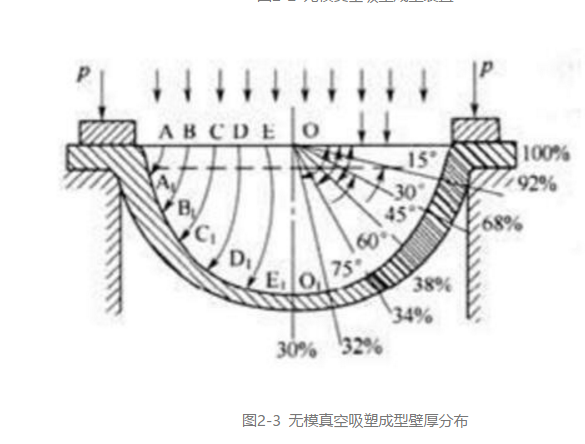
真空吸塑阴模成型工艺过程如图(图2-5)所示。 真空阴成型法生产的制品与模腔壁贴合的一面质量较高,结构上也比较鲜明细致,壁厚的较大部位在模腔底部,zui薄部位在模腔侧面与底面的交界处,而且随模腔深度的增大制品底部转角处的壁就变得更薄。因此真空阴模成型法不适于生产深度很大的制品。

对于阳模成型,制件的内尺寸是很精确的,因为它是与真空吸塑成型工具相接的一面。相反,对于阴模成型,制品的外尺寸是很精确的,因为其外部与真空吸塑成型模具相接触如(图2-6)。 图 2-6a 阳模成型(简图)和b 阴模成型(简图) 1-厚部位;2-薄部位;3-成品的内尺寸;4-外尺寸




 赵理经
赵理经
